





Mathau o Peiriannu CNC
Mae peiriannu yn derm gweithgynhyrchu sy'n cwmpasu ystod eang o dechnolegau a thechnegau.Gellir ei ddiffinio'n fras fel y broses o dynnu deunydd o weithfan gan ddefnyddio offer peiriant a yrrir gan bŵer i'w siapio'n ddyluniad arfaethedig.Mae angen rhyw fath o beiriannu ar y rhan fwyaf o gydrannau a rhannau metel yn ystod y broses weithgynhyrchu.Mae deunyddiau eraill, megis plastigau, rwber a nwyddau papur, hefyd yn cael eu gwneud yn gyffredin trwy brosesau peiriannu.
Mathau o Offer Peiriannu
Mae yna lawer o fathau o offer peiriannu, a gellir eu defnyddio ar eu pen eu hunain neu ar y cyd ag offer eraill ar wahanol gamau o'r broses weithgynhyrchu i gyflawni'r geometreg rhan arfaethedig.Y prif gategorïau o offer peiriannu yw:
Offer diflas: Defnyddir y rhain fel arfer fel offer gorffen i ehangu tyllau a dorrwyd yn flaenorol i'r deunydd.
Offer torri: Mae dyfeisiau fel llifiau a gwellaif yn enghreifftiau nodweddiadol o offer torri.Fe'u defnyddir yn aml i dorri deunydd â dimensiynau a bennwyd ymlaen llaw, fel dalen fetel, i siâp dymunol.


Offer drilio: Mae'r categori hwn yn cynnwys dyfeisiau cylchdroi dwy ymyl sy'n creu tyllau crwn yn gyfochrog ag echel y cylchdro.
Offer malu: Mae'r offerynnau hyn yn cymhwyso olwyn cylchdroi i gyflawni gorffeniad dirwy neu i wneud toriadau ysgafn ar ddarn gwaith.
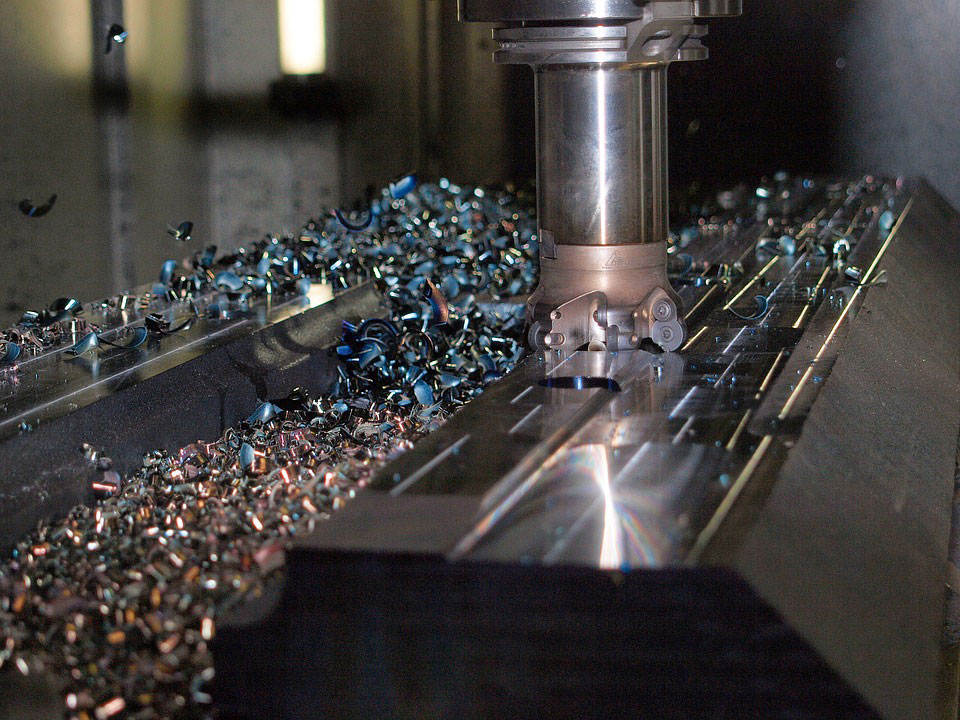
Offer melino: Mae offeryn melino yn cyflogi arwyneb torri cylchdroi gyda nifer o lafnau i greu tyllau nad ydynt yn gylchol neu dorri dyluniadau unigryw allan o'r deunydd.
Offer troi: Mae'r offer hyn yn cylchdroi darn gwaith ar ei echel tra bod offeryn torri yn ei siapio i ffurfio.Turniau yw'r math mwyaf cyffredin o offer troi.
Mathau o Dechnolegau Peiriannu Llosgi
Mae offer peiriant weldio a llosgi yn defnyddio gwres i siapio darn gwaith.Mae'r mathau mwyaf cyffredin o dechnolegau peiriannu weldio a llosgi yn cynnwys:
Torri â laser: Mae peiriant laser yn allyrru pelydryn golau cul, ynni uchel sy'n toddi, yn anweddu neu'n llosgi deunydd yn effeithiol.CO2: laserau YAG yw'r mathau mwyaf cyffredin a ddefnyddir mewn peiriannu.Mae'r broses torri laser yn addas iawn ar gyfer siapio durneu ysgythru patrymau yn ddarn o ddefnydd.Mae ei fanteision yn cynnwys gorffeniadau wyneb o ansawdd uchel a manwl gywirdeb torri eithafol.
Torri tanwydd ocsi: Fe'i gelwir hefyd yn dorri nwy, mae'r dull peiriannu hwn yn cyflogi cymysgedd o nwyon tanwydd ac ocsigen i doddi a thorri deunydd i ffwrdd.Mae asetylen, gasoline, hydrogen, a phropan yn aml yn gyfryngau nwy oherwydd eu fflamadwyedd uchel.Mae manteision y dull hwn yn cynnwys hygludedd uchel, dibyniaeth isel ar ffynonellau pŵer sylfaenol, a'r gallu i dorri deunyddiau trwchus neu galed, megis graddau dur cadarn.
Torri plasma: Mae fflachlampau plasma yn tanio bwa trydanol i drawsnewid nwy anadweithiol yn blasma.Mae'r plasma hwn yn cyrraedd tymereddau uchel iawn ac yn cael ei roi ar y darn gwaith ar gyflymder uchel i doddi deunydd diangen.Defnyddir y broses yn aml ar fetelau dargludol trydanol sy'n gofyn am led toriad manwl gywir ac ychydig iawn o amser paratoi.
Mathau o Dechnolegau Peiriannu Erydu
Tra bod offer llosgi yn cymhwyso gwres i doddi stoc gormodol, mae dyfeisiau peiriannu erydiad yn defnyddio dŵr neu drydan i erydu deunydd oddi ar y darn gwaith.Y ddau brif fath o dechnolegau peiriannu erydiad yw:
Torri jet dŵr: Mae'r broses hon yn defnyddio llif o ddŵr dan bwysedd uchel i dorri trwy ddeunydd.Gellir ychwanegu powdr sgraffiniol at y llif dŵr i hwyluso erydiad.Defnyddir torri jet dŵr yn nodweddiadol ar ddeunyddiau a all ddioddef difrod neu anffurfiad o barth yr effeithir arno gan wres.
Peiriannu rhyddhau trydan (EDM): Fe'i gelwir hefyd yn beiriannu gwreichionen, mae'r broses hon yn defnyddio gollyngiadau arcing trydan i greu micro-craterau sy'n arwain yn gyflym at doriadau cyflawn.Defnyddir EDM mewn cymwysiadau sy'n gofyn am siapiau geometregol cymhleth mewn deunyddiau caled ac ar oddefiannau agos.Mae EDM yn ei gwneud yn ofynnol i'r deunydd sylfaen fod yn ddargludol yn drydanol, sy'n cyfyngu ar ei ddefnydd i aloion fferrus.
Peiriannu CNC
Mae peiriannu rheolaeth rifol gyfrifiadurol yn dechneg â chymorth cyfrifiadur y gellir ei defnyddio ar y cyd ag ystod eang o offer.Mae angen meddalwedd a rhaglennu, fel arfer yn yr iaith cod G, i arwain offeryn peiriannu wrth siapio'r darn gwaith yn unol â pharamedrau rhagosodedig.Yn hytrach na dulliau a arweinir â llaw, mae Peiriannu CNC yn broses awtomataidd.Mae rhai o'i fanteision yn cynnwys:
Cylchoedd cynhyrchu uchel: Ar ôl i'r peiriant CNC gael ei godio'n iawn, fel arfer mae angen ychydig iawn o waith cynnal a chadw neu amser segur, gan ganiatáu ar gyfer cyfradd cynhyrchu cyflymach.
Costau gweithgynhyrchu isel: Oherwydd ei gyflymder trosiant a gofynion llafur llaw isel, gall peiriannu CNC fod yn broses gost-effeithlon, yn enwedig ar gyfer rhediadau cynhyrchu cyfaint uchel.
Cynhyrchu unffurf: Mae peiriannu CNC fel arfer yn fanwl gywir ac yn cynhyrchu lefel uchel o gysondeb dylunio ymhlith ei gynhyrchion.

Peiriannu Manwl
Gellir ystyried unrhyw broses beiriannu sy'n gofyn am oddefiannau torri bach neu orffeniadau arwyneb gorau yn fath o beiriannu manwl gywir.Fel peiriannu CNC, gellir cymhwyso peiriannu manwl i nifer eang o ddulliau ac offer saernïo.Gall ffactorau megis anystwythder, lleithder, a chywirdeb geometrig ddylanwadu ar uniondeb toriad offeryn manwl.Mae rheoli symudiadau a gallu'r peiriant i ymateb ar gyfraddau porthiant cyflym hefyd yn bwysig mewn cymwysiadau peiriannu manwl.




